Niezależnie od typu gaźnika Pegaza zużycia eksploatacyjne występują w tych samych miejscach:
zużyta przepustnica w korpusie gaźnika, spowodowane jest to między innymi tym, że korpus i przepustnica wykonane są z jednakowego materiału
nieszczelności kanału powietrznego który biegnie dookoła wkładki z rozpylaczem wciskanej w korpus gaźnika – tutaj przyczynia się niewłaściwy demontaż gaźnika ponieważ aby dostać się do dyszy wolnych obrotów trzeba usunąć niemalże integralną jego część (sam miałem kiedyś przypadek w którym gaźnik który pracował dosyć przyzwoicie, po samej rozbiórce i ponownym montażu stracił szczelność kanału powietrznego i po tym zabiegu były problemy z jego poprawną pracą, a demontaż odbywał się oczywiście po uprzednim podgrzaniu i bez żadnego młotkowania)
odkształcenia powierzchni przylegania gaźnika do głowicy
odkształcenia komory pływakowej w miejscu nakrętki mocującej z korpusem
W mojej ocenie za uszkodzenia gaźnika z punktów 3 i 4 odpowiada w większości czynnik ludzki i nic innego jak brak odpowiednich narzędzi i kultury technicznej. Zbyt duże momenty dokręcania nakrętki komory pływakowej, korka skrywającego dyszę główną czy niewłaściwe przykręcanie samego gaźnika do głowicy, kiedy to między jednym a drugim występuje uszczelka z miękkiego materiału.
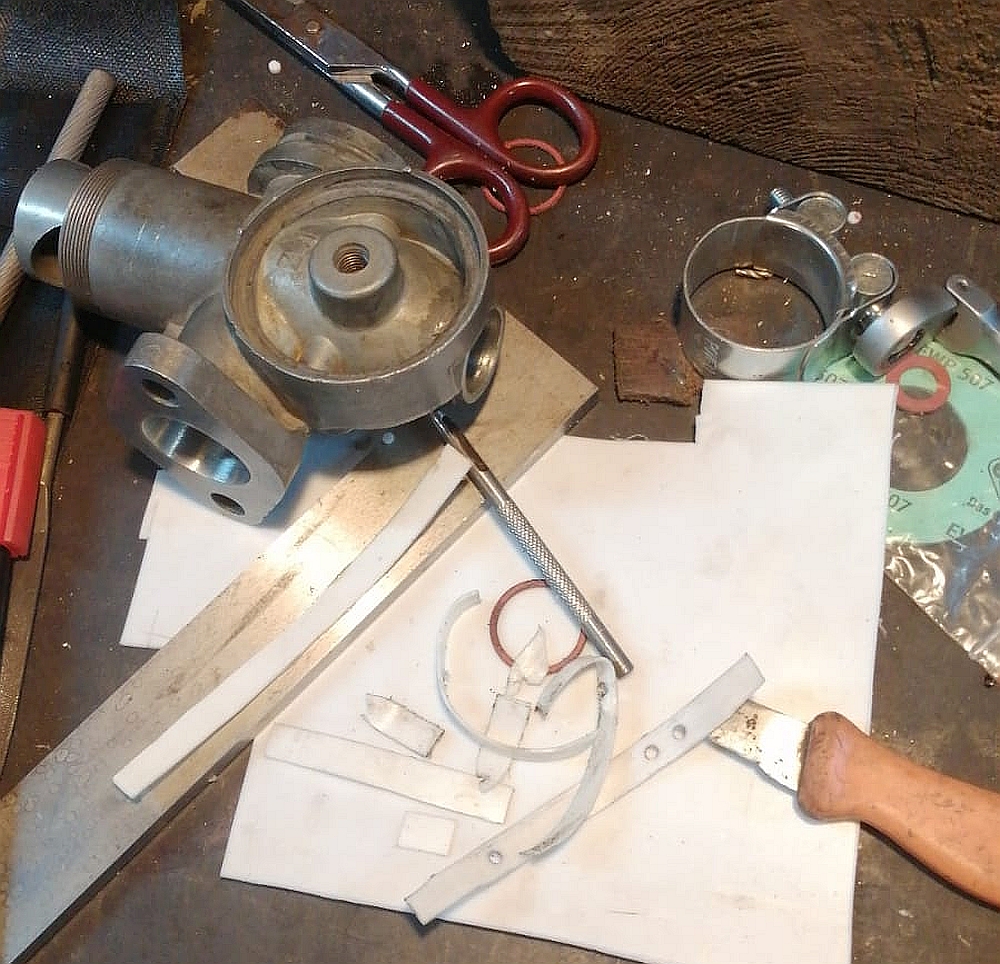
Fot.1 Zestaw narzędzi pomiarowych
Prace związane z regeneracją gaźnika zaczynamy oczywiście od mycia i rozbiórki gaźnika na części pierwsze, wydaje się to oczywiste, ale obecne realia nie są już takie kolorowe i czasami najpierw trzeba wyszukać wśród gaźnikowych części te najmniej wyeksploatowane, z możliwie najlepszymi gwintami i najmniej zniszczone.
Przy regeneracji którą przedstawię nie jest poważnym problemem to, że będą to części z różnych przypadkowych gaźników, istotne aby finalnie skompletowany gaźnik składał się z takich części jak przewidział wytwórca do konkretnego motocykla (korpus, dysza główna, rozpylacz, zaworek iglicowy, wkładka w której jest rozpylacz, przepustnica itd.)
1. Kadłub gaźnika
Przy regeneracji korpusu (kadłuba gaźnika GN.01.02) w pierwszym kroku należy znaleźć bazę według której gaźnik będzie możliwie powtarzalnie i pewnie mocowany w uchwycie tokarskim podczas toczenia jego wnętrza. W tym celu chwytamy gaźnik za część cylindryczną w której pracuje przepustnica i zabielamy wewnętrzną powierzchnię walcową oraz czoło będące powierzchnią uszczelniającą (u dołu gaźnika). Oczywistym jest fakt, że przed zabieleniem korpus należy możliwie jak najlepiej wycentrować w uchwycie. Po tym zabiegu trzeba wykonać prosty przyrząd montażowy, w moim przypadku to kawałek pręta sześciokątnego z gwintem wewnętrznym M8. Średnica wytoczonego czopu musi pasować suwliwie w zabielone miejsce w gaźniku.
Fot.2 Baza do toczenia korpusu
Fot.3 Trzpień montażowy i korpus zamontowany na trzpieniu
Do póki nie zdemontujemy tego przyrządu z uchwytu tokarskiego jest pewne to, że gaźnik będzie osiowo zamontowany w uchwycie tokarskim, za każdym ponownym zamocowaniem przyrządu należy sprawdzić, wycentrować czy ewentualnie zatoczyć przyrząd kawałek dalej.
Gaźnik montujemy na trzpieniu za pomocą jednej śruby M8 (najwygodniej z łbem imbusowym) i powiększanej podkładki fi8mm (lepiej zastosować 2-3 podkładki, ponieważ jedna może się wygiąć od dokręcania).
Po zamontowaniu przyrządu wraz z korpusem w uchwycie tokarskim zaczynamy wytaczać wewnątrz korpus gaźnika. Głębokość wytaczania to ok 82-83mm, wartość ta może być różna, w kilku gaźnikach długość gwintu zewnętrznego na który nakręca się nakrętkę nie była jednakowa, a to pewnie za sprawą jego skracania po tym jak gwint się wypracowywał/zrywał itp. Ogólnie rzecz biorąc toczymy do nadlewu ustalającego wkładkę rozpylacza, finalna średnica toczenia to fi36mm (nie jest to żaden wiążący wymiar, dlatego tolerancja jest na tyle duża, że tutaj można mierzyć zwykłą suwmiarką).
Fot.4 Przekrój korpusu gaźnika po wytoczeniu (prawa strona podgrzana palnikiem gazowym uległa deformacji, nie jest to moje dzieło ale zachowałem dla przykładu)
Po wytoczeniu zanim zdemontujemy korpus gaźnika z uchwytu należy jeszcze przenieść orientację otworków powietrza i paliwa oraz śruby podnoszącej przepustnicę, będzie to bardzo pomocne przy trasowaniu tych otworów na tulei oraz orientowaniu tulei podczas wciskania. Aby tego dokonać najeżdżamy ostrym wytaczakiem na środek otworka i po dosunięciu wyjeżdżamy imakiem rysując kreskę przez środek gaźnika, ważne aby dojechać nożem do materiału tylko na tyle żeby zostawiał delikatny ślad, w przeciwnym wypadku głębokie bruzdy wyryte w stosunkowo miękkim znalu mogą być źródłem wewnętrznych nieszczelności.
Kolejnym etapem jest przygotowanie tulei która zostanie wciśnięta w korpus gaźnika. Materiał wyjściowy to tuleja z brązu B101, o wymiarach fi37x23 (taka tuleja występuje aktualnie w handlu, o ile średnica zewnętrzna pasuje naddatkiem idealnie o tyle ze środka trzeba jednak trochę materiału przerobić na wióry). Na jeden gaźnik z uwzględnieniem uchwycenia w szczęki tokarki potrzeba materiał o długości minimum 100mm.
Aby przystąpić do toczenia należy dokonać pomiarów wcześniej wytoczonego korpusu, używamy do tego średnicówki zegarowej. Ustawiamy na mikrometrze wymiar 36mm i mierzymy korpus gaźnika, jest to również test na dokładność tokarki i sprawdzenie na ile wykonana średnica wewnętrzna na długości 84mm jest cylindryczna. Otwór wewnątrz korpusu musi być oczywiście walcowy, w moim przypadku 3-4 setne mm spowodowane niedoskonałością mojej tokarki skorygowałem już ręcznie szlifierką trzpieniową ze ściernicą z drobnego papieru ściernego (można by o tym wcale nie pisać, ale realia warsztatowe czasami są jakie są i przy odrobinie determinacji da się wyprowadzić taką wewnętrzna powierzchnię walcową na +/- 0,01mm). Po zmierzeniu (i ewentualnym skorygowaniu) wnętrza roztoczonego korpusu należy zapisać wynik pomiaru który będzie kluczowy podczas toczenia tulei.
Pasowanie tulei z korpusem gaźnika wykonałem na 2-3 setne milimetra wcisku z uwagi na stosunkowo delikatny i dodatkowo pocieniony przez wytaczanie korpus. Można by się pokusić o jakieś bardziej wyrafinowane obliczenia, analizę wykresu pasowania wałka względem otworu wq. ISO itp. ale w moim przypadku „uznana praktyka inżynierska” się sprawdza i gaźniki które dla siebie zregenerowałem działają poprawnie. Po wytoczeniu średnicy zewnętrznej na długości 85mm warto jeszcze przed zdemontowaniem tulei z uchwytu wytoczyć trochę materiału z wnętrza tulei do średnicy ok 31-32mm, ubędzie trochę toczenia po jej wciśnięciu gaźnik, oraz na należy pamiętać o tym aby czoło tulei zostało zabielone i zfazowane.
Po zdemontowaniu należy wykonać otwory w tulei, do ich zorientowania posłużą wcześniej wykonane linie wewnątrz korpusu gaźnika, a miejsce ich osadzenia należy pomierzyć względem powstałego progu w wytoczonym korpusie. Niestety w pegazach na przestrzeni lat produkcji i modeli układ wspomnianych wcześniej otworków nie jest powtarzalny i nie da się tutaj zrobić jakiegoś wzorca służącego do ich orientacji. Średnicę otworów wykonałem wiertłem o ok. 0,2mm większym niż one same. W miejscu gdzie wkręca się śrubę podpierająca przepustnicę najpierw najlepiej wywiercić otwór (4,5-5mm) a kolejno naciąć szlifierką kątową, można pokusić się o frezowanie, ale prace są wykonywane na gotowej tulei, i należy uważać aby nie uszkodzić czy skaleczyć jej dopracowanej średnicy zewnętrznej.
Fot.5 „Narysowane” linie do zorientowania położenia otworów w korpusie.
Mając właściwie wytoczony korpus i przygotowaną tuleję można przystąpić do wciśnięcia jednego w drugie, do tego celu należy „przenieść” wytrasowane we wnętrzu korpusu linie na czoło korpusu (w miejscu gdzie jest gwint) ponieważ przy wciskaniu tulei nie będzie już ich widać, również na tulei warto natrasować delikatne linie będące osiami otworów, jest to o tyle istotne, że po wciśnięciu tulei „nie będzie już odwrotu” i jeśli nie utrafimy otworami na ich miejsca cała dotychczasowa praca pójdzie na marne.
Dalej należy podgrzać opalarką korpus (nie stosować palnika, cienka ścianka gaźnika bardzo szybko ustąpi nawet małemu palnikowi na propan czy butan nie wspominając o palniku tlen-acetylen) i za pomocą prasy zębatkowej czy hydraulicznej wciskamy tuleje w korpus. Przy tym pasowaniu i po podgrzaniu nie będzie potrzebna wielka siła, ważne by tuleje wcisnąć do oporu (do powstałego na dnie progu). Przy wciskaniu należy zwracać uwagę na zorientowanie tulei względem korpusu (do tego są wykonane znaki na korpusie i tulei ).
Po wciśnięciu tulei warto obciąć jej nadmiar który służył do uchwycenia w uchwycie (szlifierka kątowa lub ręczny brzeszczot), nie polecam ucinania tego na tokarce przecinakiem, ponieważ należy pamiętać, że cały korpus jest jedynie osadzony na bardzo krótkim czopie i dociśnięty wąskim czołem jedną śrubą M8 (taka przestroga dla tych którzy chcieli by to zrobić lepiej i ucinać przecinakiem na tokarce!).
Fot.6 Korpusy tuż po tulejowaniu, na jednym widać naddatek który należy odciąć.
Fot.7 Korpus gaźnika Pegaz z wciśniętą tuleją z brązu.
Po ponownym zamontowaniu trzpienia montażowego w uchwycie tokarki i sprawieniu, że zatoczony wcześniej czop jest w osi wrzeciona tokarki montujemy korpus i przystępujemy do toczenia.
Najpierw naddatek wystający poza korpus aż do zabielenia czoła gwintowanego korpusu, a później część wewnętrzną. Średnica wewnętrzna fabrycznie wynosiła 34mm, ja celowo wykonywałem u siebie średnicę mniejszą o ok. 0,30-0,40mm, nie ma to żadnego znaczącego wpływu na przepływ przez gaźnik, a umożliwia nam wykorzystanie wyeksploatowanych przepustnic przez ich zabielenie do tej średnicy, oraz umożliwia ponowne dopasowanie wkładki z rozpylaczem do średnicy korpusu. Otwory w korpusie (przelot przez gaźnik) w mojej ocenie lepiej jest wykonać po finalnym wytoczeniu korpusu, bo ma to wpływ na jakość powierzchni toczenia. Tocząc pełną tuleję wychodzi jednakowa struktura, a gdy mamy już gotowe otwory w miejscu wyjścia i ponownego wejścia noża w materiał wychodziła znacznie gorsza obróbka.
Dalej należy wypiłować „ząbek” u góry gaźnika pod kapsel z obsadami linki gazu i ssania (warto dopasować go pod konkretną część, bo one również potrafią mieć różną szerokość)
Następnie wykonać należy otwory w gardzieli korpusu gaźnika, ja używałem otwornicy bimetalowej o średnicy kilka mm mniejszej niż przelot (26mm w przypadku Junaka) a następnie ręcznie szlifierką trzpieniową należy dopracować otwory by nie pozostał żaden próg i na końcu należy przewiercić otwór powietrza od strony gardzieli wlotowej.
Fot.8 Wycinanie otworów we wprasowanej tulei.
Fot.9 Gotowy korpus przed wprasowaniem jego wewnętrznej części.
Po tych czynnościach należy usunąć wszelkie zadry i pozostałości w miejscach wykonywania otworów, można wygładzić jeszcze wnętrze tulei z brązu i zmierzyć średnicówką zegarową jej średnicę.
Pracując z korpusem Pegaza należy jeszcze wyrównać powierzchnię styku z głowicą, która niemal zawsze jest wygięta, a to za sprawą miękkiej uszczelki miedzy jednym a drugim i zbyt dużego momentu dokręcania nakrętek mocujących gaźnik.
Fot.10 Wyrównana płaszczyzna styku gaźnika z głowicą.
2. Kadłub gardzieli
W kolejnym kroku należy dopasować na nowo kadłub gardzieli (GN.01.06) wciskany w korpus gaźnika. Można by się pokusić o wykonanie trzpienia z gwintem wewnętrznym takim jak w niej występuje ale szybszym sposobem jest chwycenie jej za część walcową i wytoczenie kilku milimetrów powierzchni walcowej na części stożkowej (nie ma to żadnego znaczenia dla tego elementu w późniejszej eksploatacji).
Dodatkowo należy zabielić (tylko zabielić) powierzchnię styku z uszczelką wewnątrz korpusu. Jeśli zbierzemy zbyt dużo materiału, trzeba będzie dorobić grubszą podkładkę (miałem tak w jednym gaźniku, gdzie powierzchnia była chropowata, dorobienie podkładki z 2mm teflonu rozwiązało problem). Po obróceniu wkładki i uchwyceniu jej za świeżo wytoczoną powierzchnię toczymy część walcową która nominalnie wynosiła 34mm do średnicy jaką mamy w nowej tulei w Pegazie dając ok. 0,01mm na wcisk.
Fot.11 Prace tokarskie przy wkładce gaźnika.
Dalej toczymy rowek pod uszczelnienie teflonowe, szerokość rowka to ok. 8,2-8,4mm, rowek musi mieć taką szerokość aby uszczelnienie całkiem pokrywało otwór przez który wlatuje powietrze, do uszczelnienia najlepiej zastosować teflon w arkuszu o grubości 1mm z którego należy wyciąć pasek o szerokości wytoczenia.
Fot.12 Wycinanie teflonowego uszczelnienia
Głębokość wytoczonego rowka musi być dosyć dokładnie wykonana, gdy będzie za płytki to podczas wciskania teflon będzie się ścinał, gdy zbyt głęboki uszczelnienie nie spełni swojego zadania. Przy grubości uszczelnienia 1mm, średnica pod uszczelnieniem musi być o ok. 1,90-1,92mm mniejsza od tej która występuje w gaźniku, daje to wcisk 4-5 setnych milimetra na stronę.
Dodatkowo warto drobnym papierem ściernym załagodzić dolne krawędzie otworów dolotu i wylotu z gaźnika (załagodzić tylko tak aby nie były ostre w dotyku palcem) co nie pozostanie bez znaczenia przy wciskaniu wkładki z rozpylaczem.
Aby zamontować uszczelnioną teflonem wkładkę do korpusu pegaza jest potrzebna ręczna prasa zębatkowa i odrobinę cierpliwości. W wyciętym pasku zaznaczamy położenie otworów i wybijakiem o średnicy 3mm należy wykonać otworki, najlepiej wszystkie zrobić jednakowej średnicy i ten przez który dostaje się powietrze powiększyć ręcznie choćby wiertłem po pomyślnym montażu, ponieważ wykonanie go od razu takiego jak jest w gaźniku raczej na pewno zakończy się niepowodzeniem. Zauważyłem, że pozostawienie tego otworu w uszczelnieniu teflonowym mniejszego niż fizycznie w gaźniku nie ma ujemnego wpływu na pracę silnika.
Przed montażem trzeba pamiętać o wkręceniu dyszy wolnych obrotów, i przygotować uszczelkę korpus-wkładka rozpylacza. Wkładkę z paskiem teflonowym najlepiej wcisnąć w korpus na jakieś 10mm aby całość uszczelnienia schowała się w korpusie i tu warto dać chwilę teflonowi aby „przyzwyczaił” się do nowego kształtu (w sensie średnicy).
Fot. 13 Kadłub gardzieli po toczeniu oraz zdemontowana po wstępnym pobycie w gaźniku, jak widać teflon ładnie się ułożył.
3. Przepustnica
Jeśli ktokolwiek doczytał do tego miejsca i nadal zamierza zregenerować swojego Pegaza napiszę teraz o przepustnicy, która w pegazie zużywa się chyba najbardziej. Dzieje się tak za sprawą materiału z jakiego została wykonana, następuje tutaj moim zdaniem zużycie adhezyjne, czyli prosto mówiąc tarcie po jednoimiennych materiałach i „wyklepywanie” się od występujących drgań.
Największe wypracowania występują u dołu od strony silnika i u góry od strony dolotu, dzieje się tak ponieważ strumień powietrza przepływający przez gaźnik powoduje jej ukosowanie w korpusie gaźnika. Zastosowanie brązu w tym miejscu w zastąpieniu Znalu powinno być jedynie na + dla tego układu. Do toczenia przepustnicy potrzebny jest kolejny „przyrząd” czyli walcowy czop z wyfrezowanym (naciętym) rowkiem.
Rowek należy wykonać głębszy niż występ w przepustnicy (aby po wciśnięciu nie dochodziło do deformacji przepustnicy). Średnicę należy wykonać w taki sposób aby przepustnica dała się wcisnąć ręką, żaden bardziej zaawansowany sposób nie jest według mnie zasadny, ponieważ opory skrawania przy zbieraniu dziesiątych części mm w takim materiale są bardzo małe. Niestety zmniejszając średnicę wnętrza korpusu nawet o 0,5mm nie wszystkie przepustnice dadzą się zabielić na taki wymiar (należy dać z 2-3 setki luzu). Podczas toczenia widać miejsca nadmiernego zużycia przepustnic.
Fot. 14 Przepustnice które są zbyt mocno wyeksploatowane (widać to dopiero po uzyskaniu pożądanej średnicy) oraz przepustnica na trzpieniu
Fot.15 Zużyte przepustnice, po prawej zaznaczone na czarno miejsca nadmiernego pocienienia.
4. Komora pływakowa
Przy zabiegach rewitalizacyjnych gaźnika Pegaz warto również przyjrzeć się komorze pływakowej, pomijając fakt, że połowa tych które mam jest pęknięta czy wygięta (za silne majstry kiedyś były…) to warto zabielić powierzchnię styku z korpusem pamiętając o ponownym zfazowaniu w celu zmniejszenia powierzchni styku z uszczelką.
Dalej należy obrócić komorę i zabielić miejsce gdzie przychodzi uszczelka nakrętki dociskającej komorę pływakową.
Ponad to należy sprawdzić szczelność zaworka iglicowego i w razie konieczności można go dotrzeć drobną pastą. Króciec z zaworkiem iglicowym można podwinąć cienkim teflonem, tak by po dokręceniu nie wystawały zbędne frędzle taśmy teflonowej.
Fot.16 Prace przy komorze pływakowej.
Co do regeneracji było by na tyle, cały proces przeprowadziłem na kilku gaźnikach i funkcjonują poprawnie, nie pojawia się już problem niestabilnych wolnych obrotów, gaśnięcia, problemów z uruchomieniem, itp. dlatego też dzielę się spostrzeżeniami i pewnymi wskazówkami dotyczącymi regeneracji.